Platform on concrete and steel in construction

Hot-dip galvanized steel is increasingly used in bridge construction today. This was not always the case. In the past, the combination of hot-dip galvanizing and steel bridges was often considered problematic. Questions surrounding bolted connections, welded joints, fatigue, shear-resistant connections and mixed steel-concrete structures caused reluctance among designers and clients.
However, extensive research has been conducted on these topics over the past forty years. As a result, clear technical solutions have been developed for many of these aspects. Some of these have now been incorporated into standards and guidelines, and additional information is also provided in the second generation of Eurocodes. As a result, hot-dip galvanizing has evolved from a risky option to a technically sound choice.
When choosing hot-dip galvanizing, corrosion protection is key. A correctly designed and galvanized steel structure can operate virtually maintenance-free for a long time. This offers clear advantages for bridges, where maintenance interventions are often complex and costly. In the context of sustainability and life-cycle costs, hot-dip galvanizing therefore represents an interesting alternative to traditional paint systems. Moreover, the natural mat gray finish can be used architecturally, for example in combination with materials such as concrete or wood. When a different aesthetic finish is desired, a duplex system can be used. This involves applying a paint or powder coating system after hot-dip galvanizing. The combination of both protection methods usually results in a longer life than each system individually.
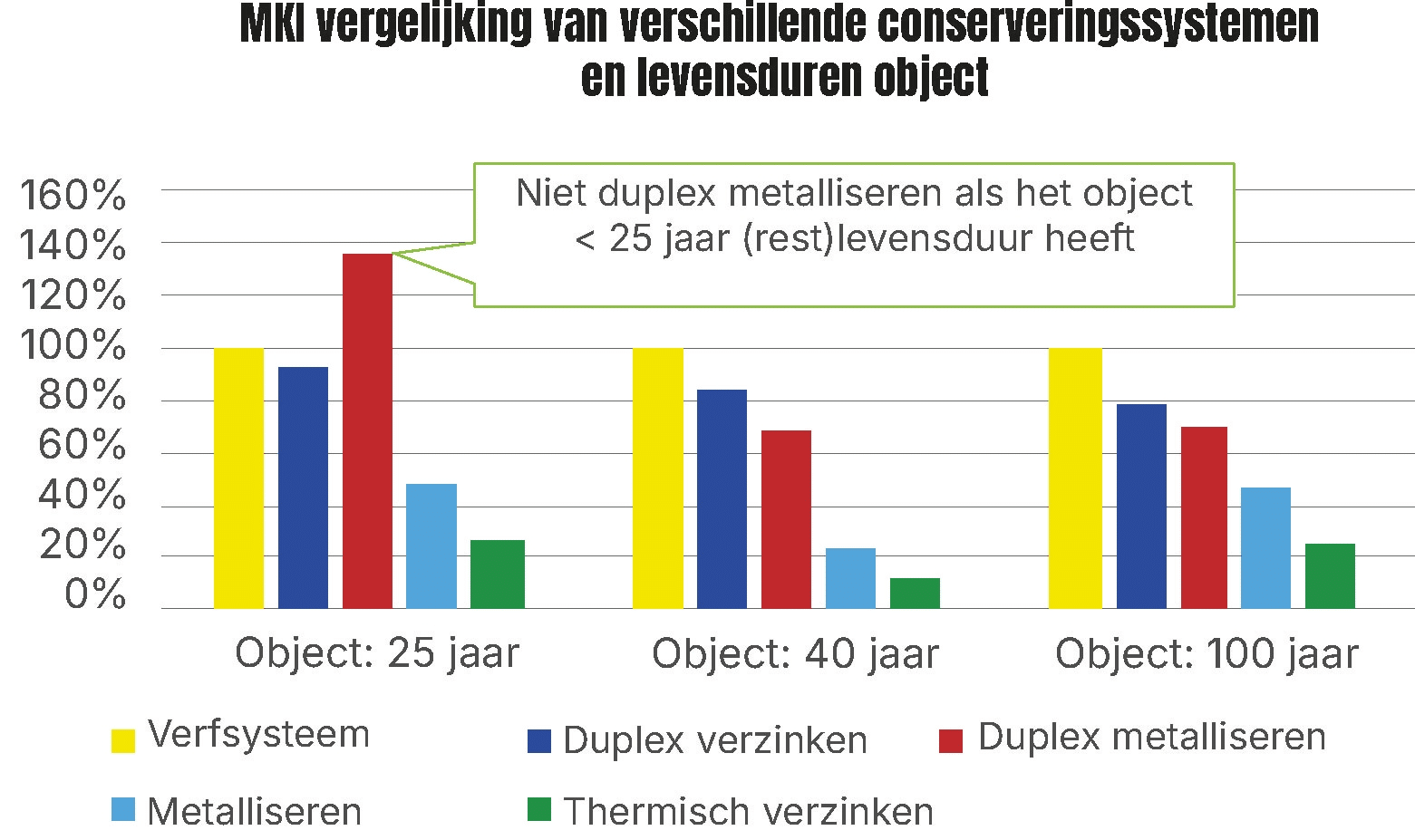
Rijkswaterstaat recently completely revised its Sustainable Steel Preservation Guide. The new version (2.0, July 2025) now includes hot-dip galvanizing - quite rightly - as the first and preferred option for protecting steel structures. According to RWS's new choice scheme, when technically possible, hot-dip galvanizing is the most sustainable choice. It offers the lowest environmental impact over the entire life of the structure and scores better than metallizing or paint systems. The lifetime of systems on which the MKI calculations and maintenance intervals are based were arrived at on the basis of expert judgment.
The chart shows the MKI comparison of different preservation systems suitable for atmospherically loaded steel structures. Paint systems are the starting point and have a value of 100%. At a higher percentage, the system is less durable; at a lower percentage, it is more durable than a paint system. The MKI depends on the lifetime of the structure. On the left side of the graph you see the MKI of a structure with a 25-year service life, in the middle with a 40-year service life and on the right with a 100-year service life. At each of the three, hot-dip galvanizing scores noticeably better than alternative preservation systems.
An important consideration in the design of hot-dip galvanized bridges is their alignment with the available galvanizing baths. After all, the maximum length, width and depth of a bath determine the dimensions of the individual components. Early consultation with the galvanizing plant is therefore essential. When elements are larger than the available bath, a so-called ‘double dip’ can be applied, in which the element is galvanized in two steps. Another option is to divide the structure into several segments that are assembled together after galvanization. Modular bridges are a particularly suitable application in this regard. These consist of repetitive elements, often trusses, assembled with bolted connections.
Joints are a crucial consideration in hot-dip galvanizing. When parts must still be welded after galvanization, specific areas can be shielded in advance with special products such as Wabodur so that they are not galvanized. Application does require attention: it must be done in two coats, with 24 hours waiting time in between each coat.
After galvanizing, of course, the product must be removed. After welding, the corrosion protection is restored locally, for example by zinc metallization. This process requires careful preparation and quality control. Welding zones must be completely free of zinc residue, as welding on galvanized material is not permitted. In addition, transition zones between hot-dip galvanizing and metallization deserve special attention. Practical aspects, such as the provision of lifting eyes before galvanizing and checking the lifting capacity of the galvanizing plant, are also part of a well-considered design phase.
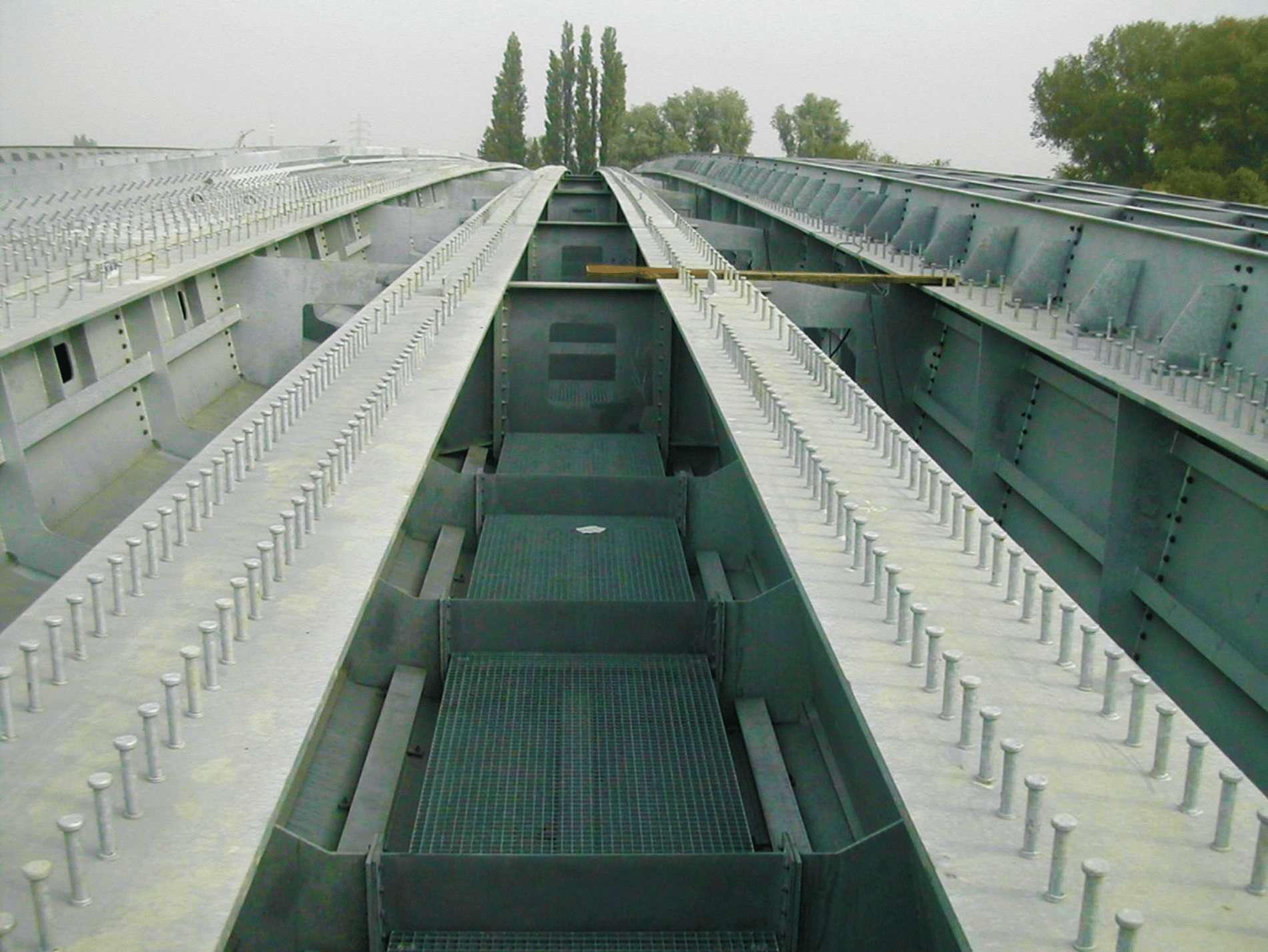
Practical examples show that hot-dip galvanizing is also feasible for large bridge structures. For example, the Ronde van Vlaanderen Bridge in Kortrijk, a 154-meter bridge with five spans, was constructed from multiple galvanized segments that were subsequently welded together. There are actually two bridges next to each other, one for each direction of travel, so there are four main girders in total. Those main girders are actually a kind of U-beam, welded into one (see photo). The two main girders are connected at the bottom by cross girders. Each main beam separately is designed to fit into a zinc bath in terms of geometry. The dowels were welded to the beams before galvanizing. The various sections were transported by ship. Despite the large spans, the length of the structure did not present an insurmountable limitation, provided suitable segmentation was used.
On the Ronde van Vlaanderen bridge, a curved plate is attached at the bottom of the bridge to hide the underlying structure (see photos). In this way, the visual aspect of the dark streaks caused by zinc metallization remains hidden. Importantly, no speck of corrosion can be detected after more than 20 years.
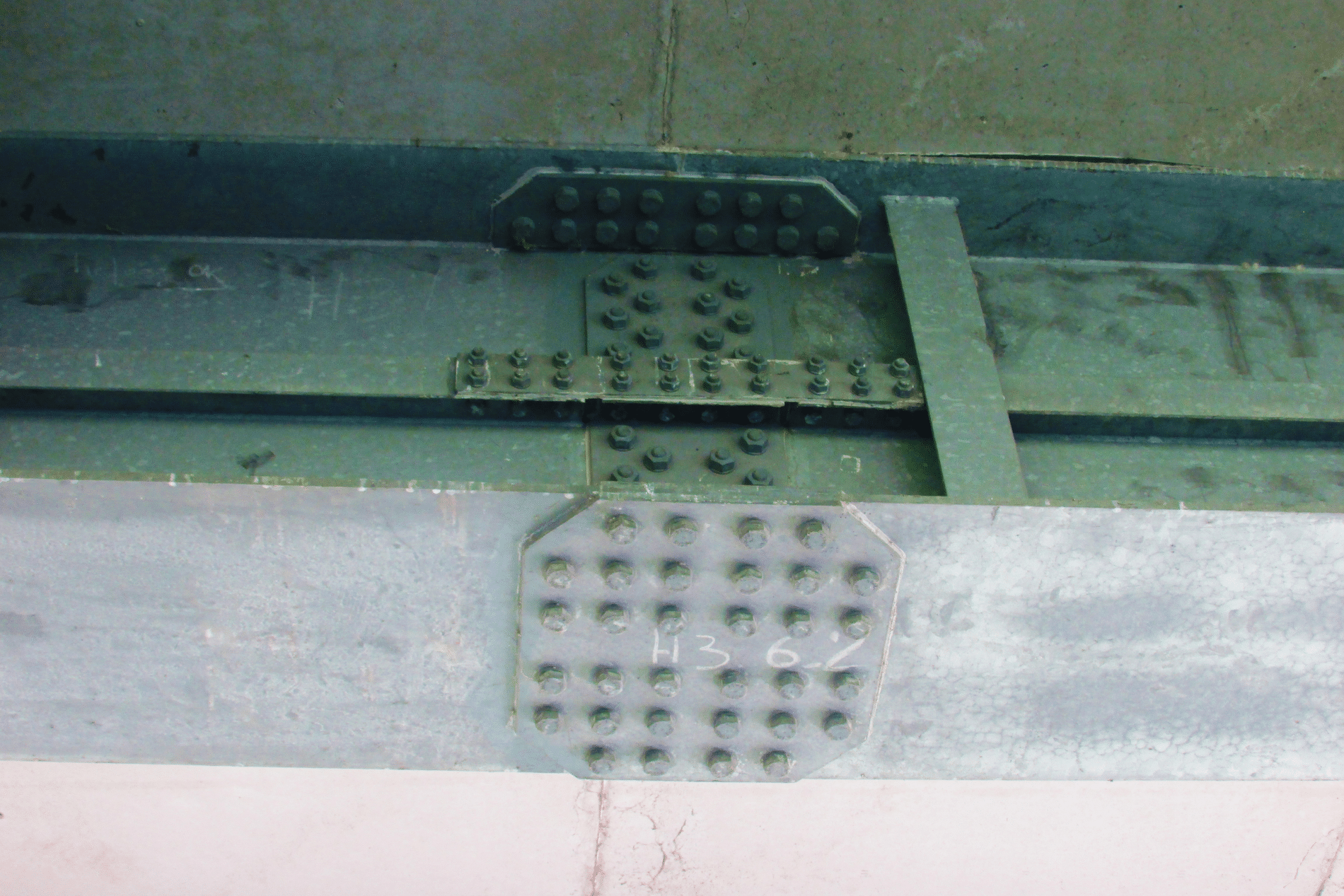
A comparison with the nearby Groeninge Bridge built during the same period (2002-2003), where a traditional paint system was used, shows the difference in maintenance needs. Whereas painted bridges show signs of degradation and corrosion over time, hot-dip galvanized structures remain in excellent condition even after more than 20 years. A similar example is a road bridge in Lier over the Netekanaal canal, with a total span of 88 meters, constructed of multiple galvanized segments with bolted connections. In the transverse direction, the bridge consists of four main girders and welded I-shaped beams (see photos). At the location of the piers, these are higher than in the middle of the spans. In this case, there are no welded joints after galvanizing, but there are five bolted joints, making a total of six sections. The longest section is just over 15 meters and fits perfectly in the zinc bath. The heaviest part weighs 6.3 tons, which is no problem for the galvanizers. Recent inspections show that no corrosion phenomena occur here either.
The expected life of a zinc coating can be determined from standards such as ISO 9223 and ISO 9224. These describe the relationship between the decrease in zinc coating thickness and environmental conditions. Even in relatively aggressive environments, such as categories C4 and C5, a very long residual life can be achieved, depending on the original coating thickness and exposure conditions.
Clear guidelines are now also available for pre-tensioned joints. According to EN 1090-2, hot-dip galvanized contact surfaces can be used, provided they are lightly blasted (‘sweep blasting’) beforehand to obtain the required coefficient of friction. The eighth edition of the American AASHTO standard for bridge design explicitly includes hot-dip galvanizing. In it, a coefficient of friction of 0.30 was provided for hot-dip galvanized structures without additional treatment. That value increases to 0.45 if additional blasting or a special friction paint is applied.
Whereas hot-dip galvanizing used to be viewed with suspicion, he
t today has become a full-fledged technique within bridge construction. Thanks to progressive research, standards development and practical experience, designers now have clear guidelines for application. Although fatigue was not addressed in this article, recent developments in the new generation of Eurocode 3 show that this aspect is also being further developed. This confirms that hot-dip galvanizing is no longer an exception, but a sustainable and technically sound choice within modern bridge design.